2.6.1 非熔化极惰性气体保护电弧焊的特点及应用
分类:高级焊工1621字
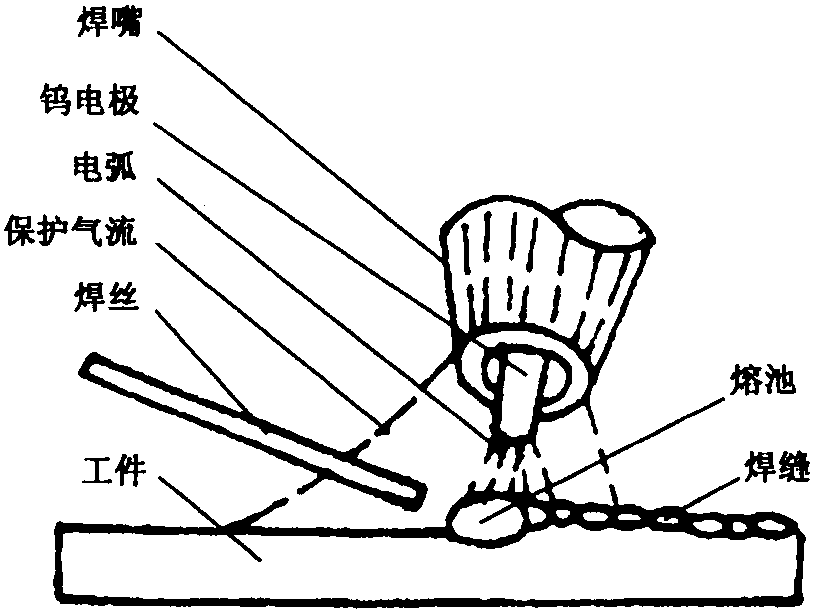
非熔化极惰性气体保护电弧焊,简称TIG焊。它的电极是用难熔金属钨或钨的合金电极,如纯钨或活化钨(钍-钨、铈-钨等)电极。电弧燃烧过程中,电极是不熔化的,故易维持恒定的电弧长度,焊接过程稳定。当用氩气作为保护气焊接时,电极和电弧区及熔化金属都处在氩气保护之中,使之与空气隔离,通常又称作钨极氩弧焊。当保护气体采用氦气时称氦弧焊,有时也采用氦或氩的混合气体。TIG焊见图2.6-1所示。
TIG焊分手工焊和自动焊。焊接时,填充焊丝在钨极前方添加,当焊接薄焊件时,一般不需开坡口和加填充焊丝。为满足焊接0.8 mm以下薄板的需要,以及适应新材料和新型结构的焊接要求,焊接方 ...... (共1621字) [阅读本文]>>
 上一篇
上一篇




