2.5.2 气电横、立、仰焊
分类:高级焊工4949字
1.横焊
横焊的特点是熔池金属受重力的作用,有下垂的倾向。在焊道的上方易产生咬边,而在焊道的下方易产生焊瘤。为此常常限制每道熔敷金属量,薄板时可以采用单道焊,厚板时宜采用开坡口多道焊。
(1)单道横焊
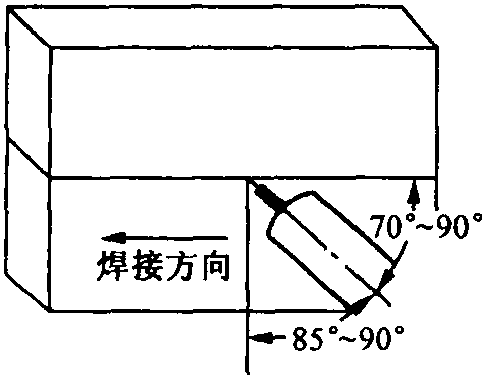
对于薄板焊件,可采用直线式或小幅摆动式单道横焊。这时,一般采用左焊法,如图2.5-2所示。焊枪的仰角为0°~5°,沿前进方向的倾角为0°~20°。要求焊道较宽时,应做小幅摆动,如图2.5-3所示。如果摆幅较大,易造成液态金属流淌。横向对接焊时的典型焊接参数如表2.5-1所示。
图2.5-2 横焊时焊枪的角度
图2.5-3 横焊时焊枪的摆动轨迹
表2.5-1 横向对接焊时的典型焊接参数
板厚/mm间隙/mm焊丝 ...... (共4949字) [阅读本文]>>
 上一篇
上一篇




