1.4.4 双丝埋弧自动焊实例
分类:高级焊工1473字

1.双丝埋弧自动焊在高层建筑结构上的应用
某174 m高楼,主体设计采用钢框架结构,共有10条主要撑柱。每个撑柱的基础柱脚通过δ为100 mm的底板,采用双丝埋弧自动焊拼焊为整体。
(1)焊接坡口形式
单面V形坡口背面加垫板,见图1.4-1。
图1.4-1 焊接坡口形式
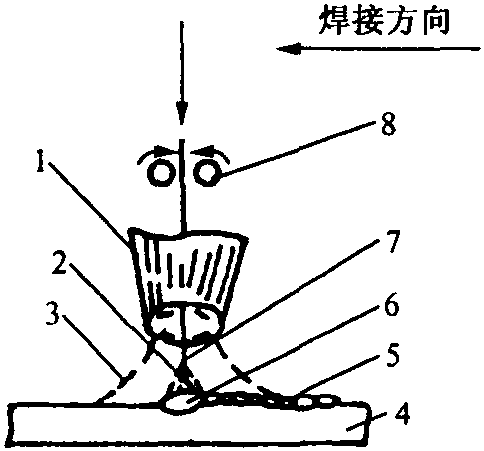
图1.4-2 焊丝布置
(2)焊丝布置
前丝直丝,直流电源反极性。后丝斜丝,78°夹角,交流电源。双丝熔池面间距为25 mm,见图1.4-2。
(3)焊接工艺
高层建筑结构双丝埋弧自动焊焊接工艺见表1.4-1。
表1.4-1 双丝埋弧自动焊在高层建筑结构上的焊接工艺
焊接
道数母材
材质焊丝
材质焊剂
牌号焊丝
直径
/mm预热
温度
/℃层间
温度
/℃电流极性焊接
电流/A焊接
电压/V焊接
速度
/(mm
/mi ...... (共1473字) [阅读本文]>>
 上一篇
上一篇






 扫一扫微信支付
扫一扫微信支付