1.1.2 埋弧自动焊的发展
分类:高级焊工814字

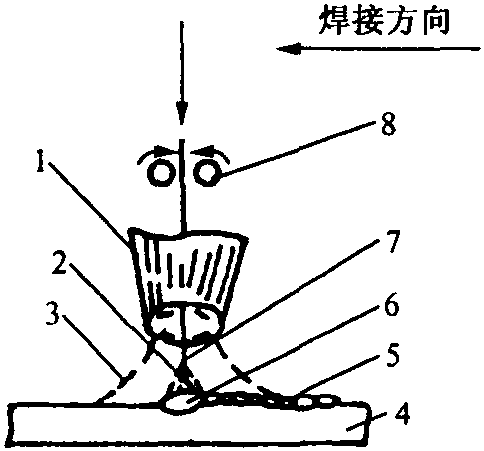
传统埋弧自动焊主要是以φ3.2~6 mm的焊丝配熔炼型或非熔炼型焊剂将焊机架设在自动化焊接小车上或将回转工件放置在滚轮架等工艺装备上,使焊炬沿一定的轨迹运行,在水平位置熔化焊丝,确保熔化的填充焊缝金属处于水平位置凝固的一种熔化焊接工艺。在半个多世纪的发展中,传统埋弧自动焊尽管有其得天独厚的优势,但也存在着如焊接热输入大、焊接效率受局限,以及只能用于水平位置焊接等缺点。同时,随着工业现代化的发展,也发现埋弧自动焊还可以在如堆焊、深槽焊及横焊等方面进一步发挥其固有优势。从而使这一传统工艺又得到了进一步的发展。为进一步提高焊接效率,改善接头质 ...... (共814字) [阅读本文]>>
 上一篇
上一篇