2.2.1 熔化极惰性气体保护电弧焊的特点及应用
分类:高级焊工479字
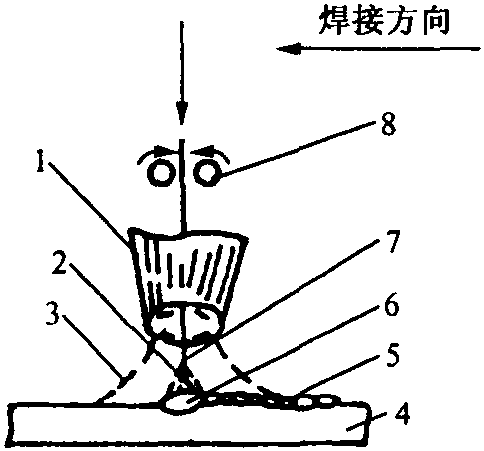
熔化极惰性气体保护电弧焊(简称MIG焊),是利用连续自动送进的金属焊丝作电极,和母材间燃烧的电弧做热源来熔化焊丝,惰性保护气体(Ar、He)作为电弧介质从喷嘴中以一定速度流出,将电弧熔化的焊丝、熔池及附近的焊件金属与空气隔开,杜绝其有害作用,以获得性能良好的焊缝。其焊接过程如图2.2-1所示。
图2.2-1 熔化极惰性气体保护焊示意图
1—喷嘴 2—电弧 3—保护气 4—焊件
5—焊缝 6—熔池 7—焊丝 8—送丝轮
惰性气体(Ar、He),不论是在低温下还是高温情况下,都不与液态金属发生化学反应,也不溶于金属中,焊接过程中惰性气体只用来排除焊接区的空气,起机械保护作用。焊接过程中只要保护 ...... (共479字) [阅读本文]>>
 上一篇
上一篇




