2.1.1 分类
分类:高级焊工439字

气体保护焊按照电极形式的不同可分为非熔化极惰性气体保护焊(简称TIG焊)和熔化极气体保护焊(简称GMAW焊)。
非熔化极惰性气体保护焊有填丝和不填丝两种类型。
熔化极气体保护焊按焊丝分类可分为实芯焊丝焊接和药芯焊丝焊接。按照保护气种类的不同又可分为熔化极惰性气体保护焊、熔化极混合气体保护焊和CO2气体保护焊三类。
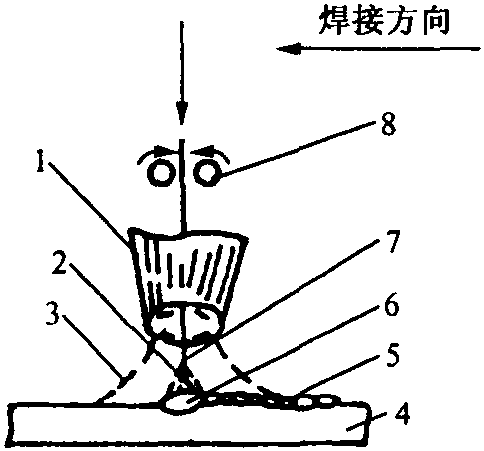
用实芯焊丝的惰性气体(Ar或He)保护电弧焊法称为熔化极惰性气体保护焊,简称MIG焊;用实芯焊丝的富氩混合气体保护电弧焊,简称MAG焊。用实芯焊丝的CO2气体保护电弧焊(包括用纯CO2或CO2+O2混合气体)简称CO2焊。用药芯焊丝时,可以用CO2或CO2+Ar混合气体作为保护气体的电弧焊称 ...... (共439字) [阅读本文]>>
 上一篇
上一篇