一、电火花加工
分类:模具工1751字
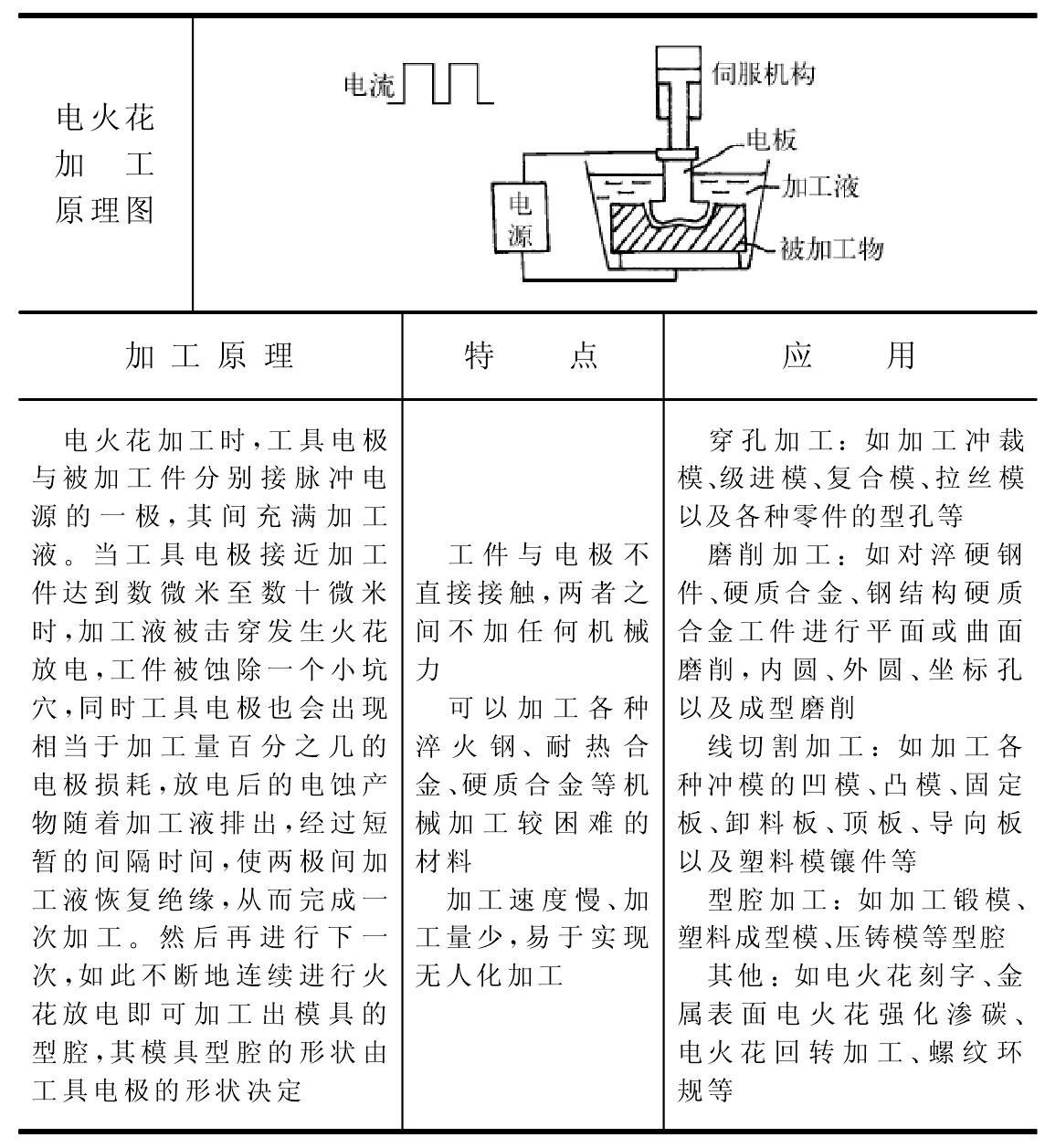
(一) 电火花加工原理、特点及应用(表7.4-1)
表7.4-1 电火花加工原理、特点及应用
(二) 电火花加工机床(图7.4-1)
图7.4-1 电火花加工机床
电火花加工机床由机械部分(包括床身、立柱、纵横工作台、主轴头等);电源箱(内有脉冲电源、电极自动跟踪系统、操作部分);工作液循环处理系统组成。其中电源箱中的脉冲电源是连续产生火花放电的能源,它对加工速度、表面粗糙度、工具电极损耗等都有很大影响。电极自动跟踪系统是保证两极间一定的放电距离,同时检测出两极间电压或电流的变化,并采用伺服电机或液压驱动的液压伺服机构,使电极的主轴头上下进行调节运动。操作部分是通过控制面板上各种按 ...... (共1751字) [阅读本文]>>
 上一篇
上一篇
20.jpg)
25.jpg)
111.jpg)
.jpg)
