二、电火花线切割加工
分类:模具工1296字
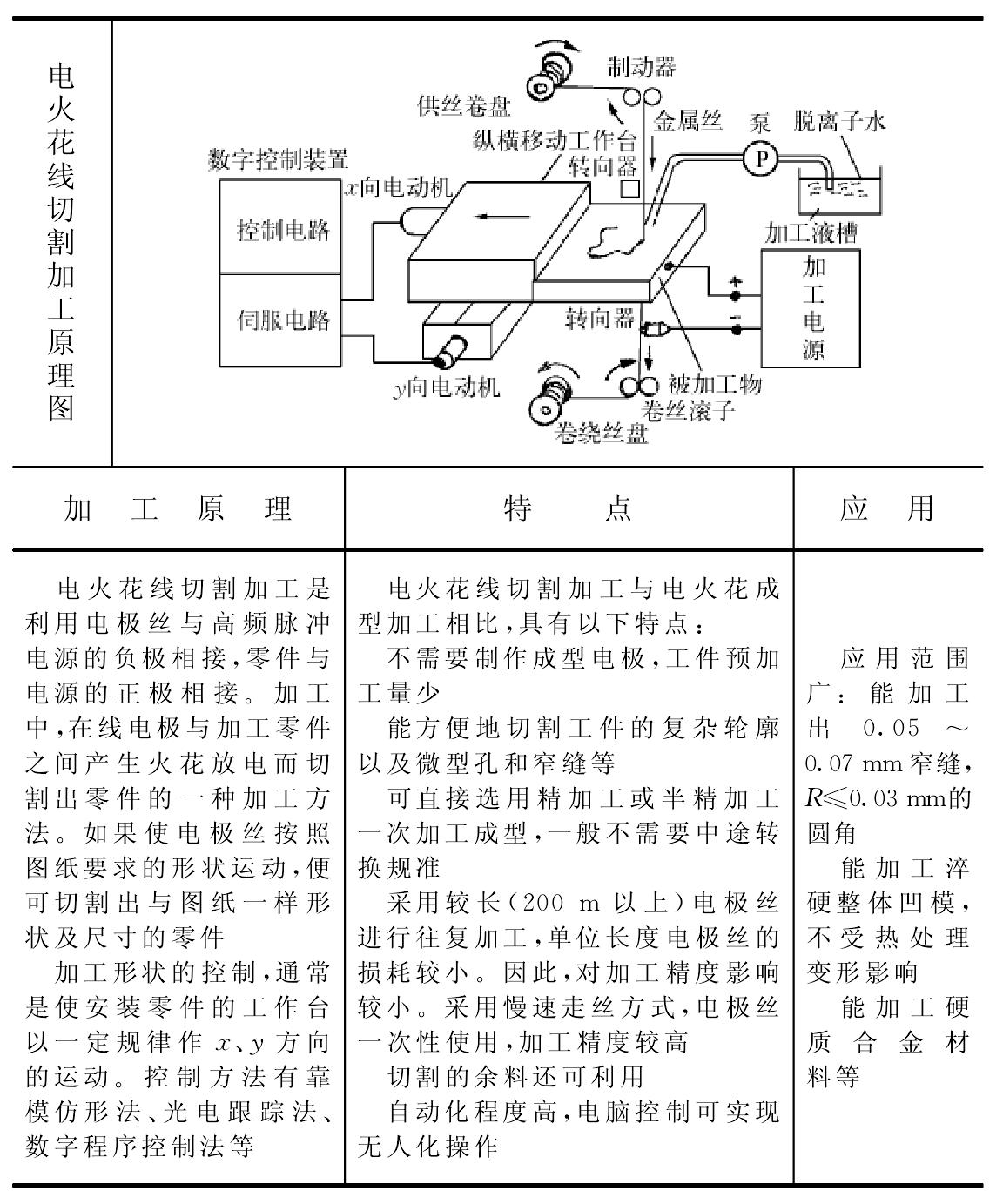
(一) 电火花线切割加工原理、特点及应用(表7.4-11)
表7.4-11 电火花线切割加工原理、特点及应用
(二) 电火花线切割机床
线切割机床按电极丝运动的线速度,可分高速走丝和低速走丝。电极丝运动速度在7~10mm/s范围内的为高速走丝,低于0.2mm/s的为低速走丝。
1. 数控线切割机床的构成
如图7.4-11所示,数控线切割机床由以下五部分构成:
图7.4-11 数控线切割机床
① 加工机床本体,由纵横移动工作台部分,电极丝驱动部分,其他部分(包括头部、支柱部、加工槽、锥度加工装置部分等)构成。
② 加工电源装置,多采用由晶体管放电电器组成的脉冲电源。
③ 控制装置,采用电脑数控(CNC)方式,具有加工自动化 ...... (共1296字) [阅读本文]>>
 上一篇
上一篇
20.jpg)
25.jpg)
111.jpg)
.jpg)
