五、磨削加工
分类:模具工1460字
磨削加工在模具制造中主要用于模具零件的平面、内外圆柱面、内外圆锥面和各类模具的成型表面的加工。有两个优点:
1. 可进行各种材料的磨削
既可磨削黑色金属,又可磨削有色金属和非金属材料;既可磨削低强度、低硬度的材料,又可磨削高强度、高硬度的材料,特别是淬硬材料。
2. 可获得很高的加工精度和很小的表面粗糙度
磨削平面的经济精度分别为IT6~7级,表面粗糙度Ra值为0.2~0.4μm。磨削内、外圆柱表面的经济精度分别为IT6~7级和IT6级,表面粗糙度Ra值为0.2~0.8μm和0.2~0.4μm。
(一) 常见磨床及磨具
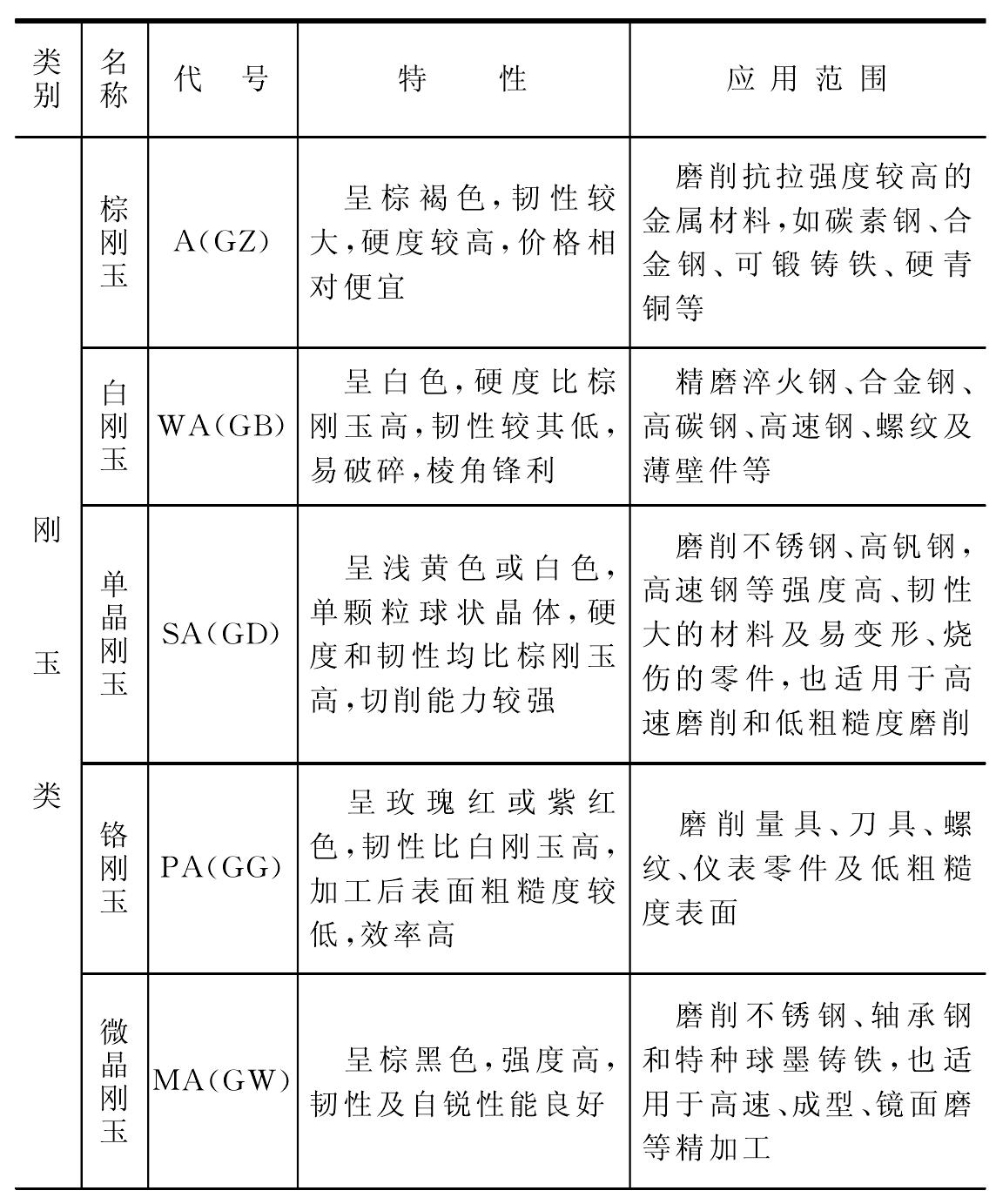
1. 磨床与砂轮
磨削加工常用的磨床有平面磨床、外圆磨床、内圆磨床、万能工具磨床和成型磨 ...... (共1460字) [阅读本文]>>
 上一篇
上一篇
20.jpg)
25.jpg)
111.jpg)
.jpg)
