四、刨削加工
分类:模具工1781字
刨削虽然效率不如铣削加工效率高,但对薄板零件加工时工件变形较小,以及在加工大型零件时具有的独特的优点等,刨削尚不能完全由铣削、拉削替代,尤其目前我国大批量生产的企业较少,在机械加工行业中刨削加工仍然占有重要地位。
(一) 刨床
牛头刨床和龙门刨床是常用的刨床。
牛头刨床用于加工中、小型工件,根据最大刨削长度分为小型、中型、大型三个类型: 小型牛头刨床的刨削长度在400mm以下;中型的在400~650mm内;大型的在650mm以上。
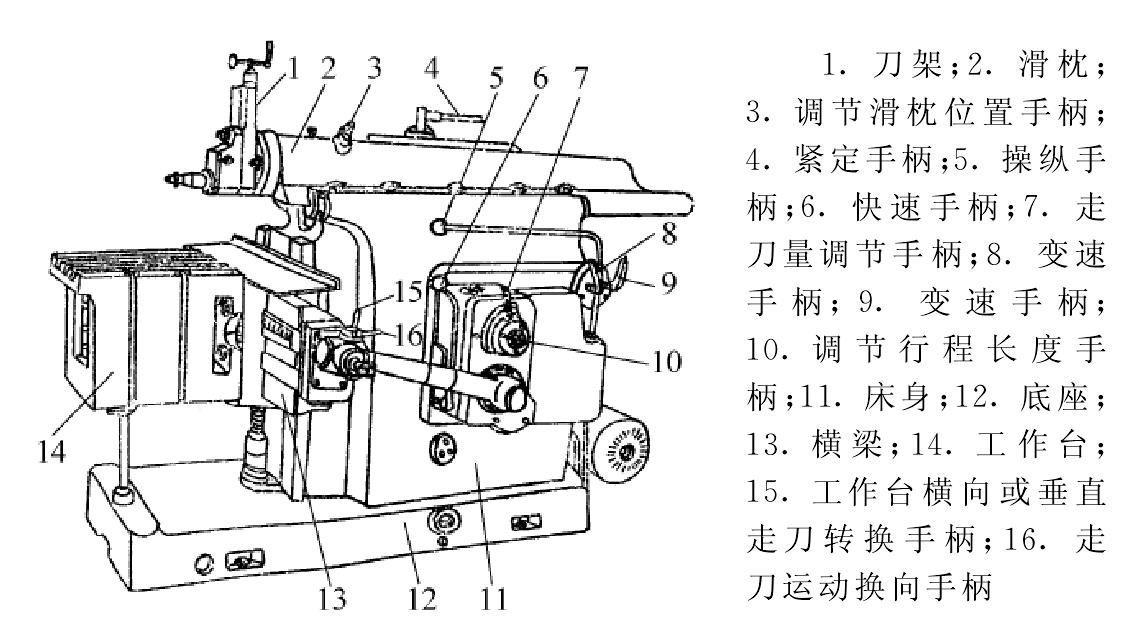
B6050型牛头刨床如图7.3-21所示,各种牛头刨床的技术规格见表7.3-13。
图7.3-21 B6050型牛头刨床
各种龙门刨床技术规格见表7.3-14。
(二) 刨刀
1. 按刀杆结构分
有直 ...... (共1781字) [阅读本文]>>
 上一篇
上一篇
20.jpg)
25.jpg)
111.jpg)
.jpg)
