2.4.1 熔化极脉冲氩弧焊的原理
分类:高级焊工898字
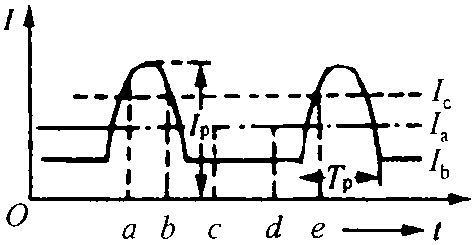
PMIG焊可在较小的平均电流条件下实现喷射过渡稳定工作,达到控制热输入量、焊丝熔化、熔滴过渡和焊缝成形,满足高质量的焊接要求。PMIG焊的典型电流波形及熔滴过渡形式如图2.4-1。图2.4-1(a)是正弦波脉冲电流波形图,2.4-1(b)、(c)代表铝、钢喷射过渡特征示意图,图2.4-1(d)为矩形波脉冲电流波形。铝合金脉冲焊时通常为射滴过渡,一般不产生射流过渡,钢焊丝采用射流或射滴过渡形式,但射滴过渡的规范窗口较窄。图中a、b、c、d、e分别表示不同的时间点,由图可看出,正弦和矩形脉冲电流波形均有相似熔滴过渡形式。
(a)
(b)
(c)
(d)
图2.4-1 脉冲熔滴过渡示意图
对于直流电流脉冲焊接,要实现射流或射滴 ...... (共898字) [阅读本文]>>
 上一篇
上一篇




