2.3.2 熔化极混合气体保护电弧焊的熔滴过渡形式
分类:高级焊工2840字
熔滴过渡形式对焊接过程的稳定性、焊接质量和焊接效率有重大影响,从应用角度出发,熔化极混合气体保护焊熔滴的过渡形式除了在2.2.2中介绍过的射滴过渡、射流过渡外,还包括短路过渡、粗滴过渡、半短路过渡、强迫短路过渡等。
1.短路过渡
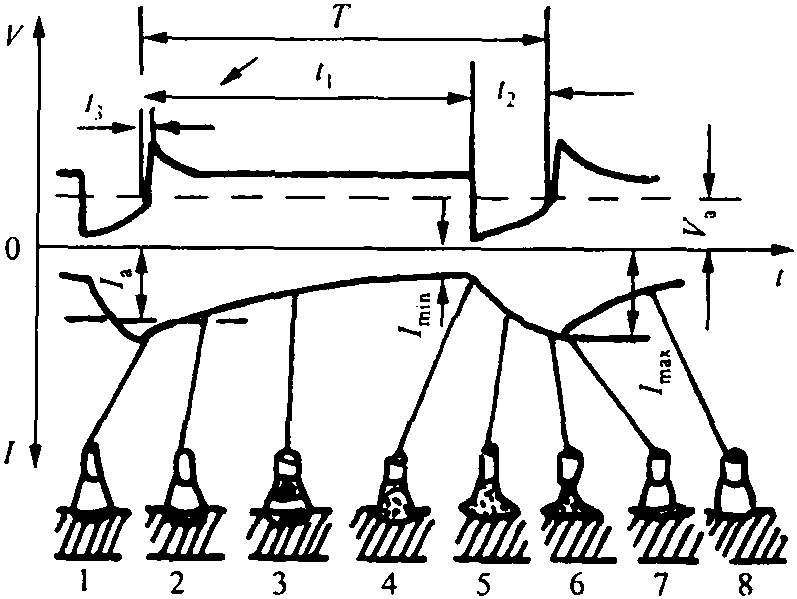
当焊接电流较小,电弧电压较低时,此时弧长很短,熔滴直径比弧长大,焊接过程中焊丝端部的熔滴周期性地与熔池短路接触,由于强烈过热和磁收缩的作用使其爆断,直接向熔池过渡的形式叫短路过渡。
短路过渡的特点是短路过渡时,由于短路电弧瞬间熄灭,熔滴过渡后电弧又自动引燃,焊接过程中电弧一明一灭,可听到均匀的“啪啪”声,此时电弧稳定 ...... (共2840字) [阅读本文]>>
 上一篇
上一篇




