八、冲压件的工序设置
分类:模具工1174字
前面已按板料冲压工序的基本变形方式,讨论了它们的成型特点、计算方法和模具的结构设计要点。对中、高级模具工来说,更重要的是要学会确定冲压件的工艺方案,编制工艺规程。其主要内容如下:
1. 考虑工序性质
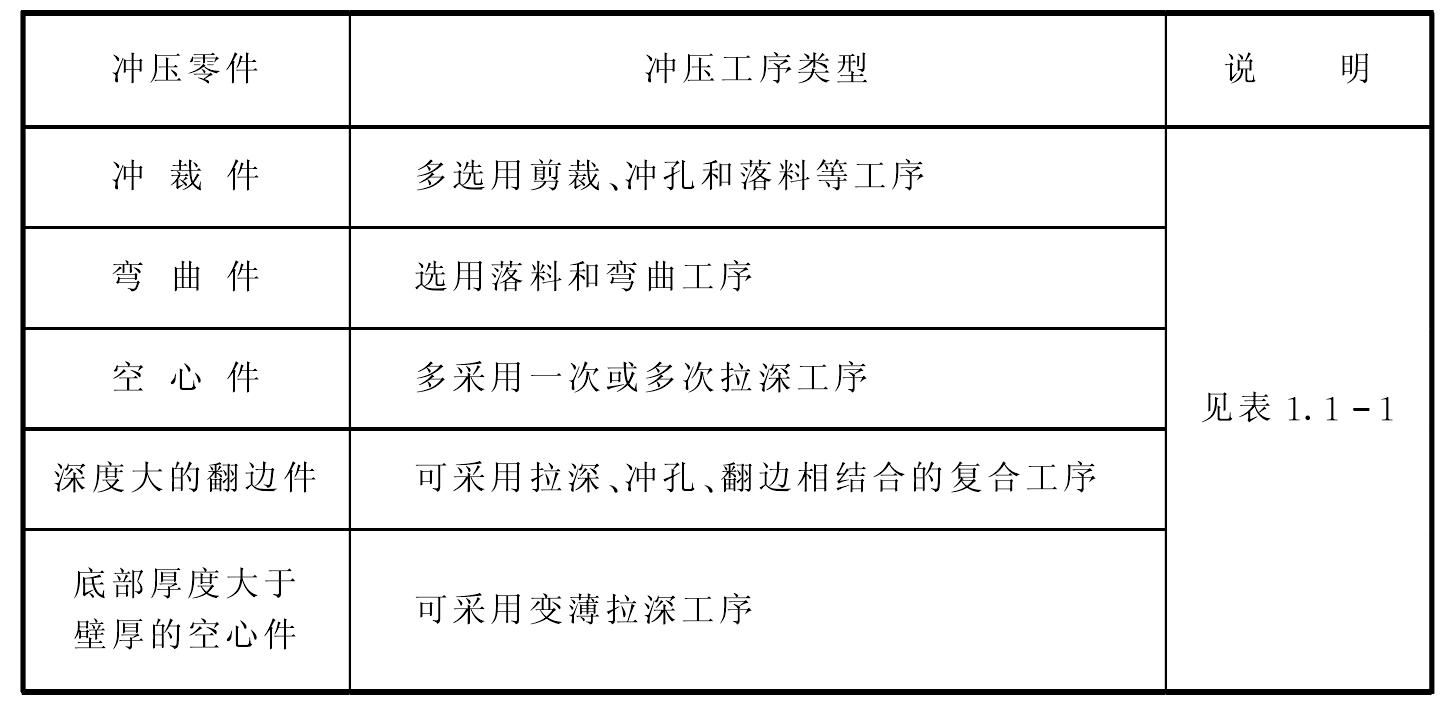
冲压件的工序性质是指该零件所需的冲压工序类型(表1.3-11)。
表1.3-11 冲压工序类型
2. 确定工序数量和工序顺序
(1) 冲裁件
零件的形状简单,一般用单工序来完成。
零件的形状复杂,其工序的数量,可由孔与孔之间的距离、孔的位置、孔的数量多少来决定。
(2) 弯曲件
弯曲件的工序数量可由弯角的多少及其相对位置和弯曲方向而定。如表1.3-12、表1.3-13所示。
表1.3-12 两道弯曲工序制成的零 ...... (共1174字) [阅读本文]>>
 上一篇
上一篇
20.jpg)
25.jpg)
111.jpg)
.jpg)
