一、切削加工的经济精度和表面粗糙度
分类:模具工458字
在机械加工过程中,由于受到各种因素的影响,同一种切削加工方法在不同条件下所能达到的精度可能不一样,工艺成本也不相同。每种切削加工方法,在正常生产条件下,能较经济地达到的加工精度范围,称为该加工方法的经济精度。
经济加工精度包括尺寸经济精度、几何形状经济精度、相互位置经济精度和加工表面粗糙度。
(一) 切削加工能够达到的尺寸经济精度(表7.3-1~表7.3-3)
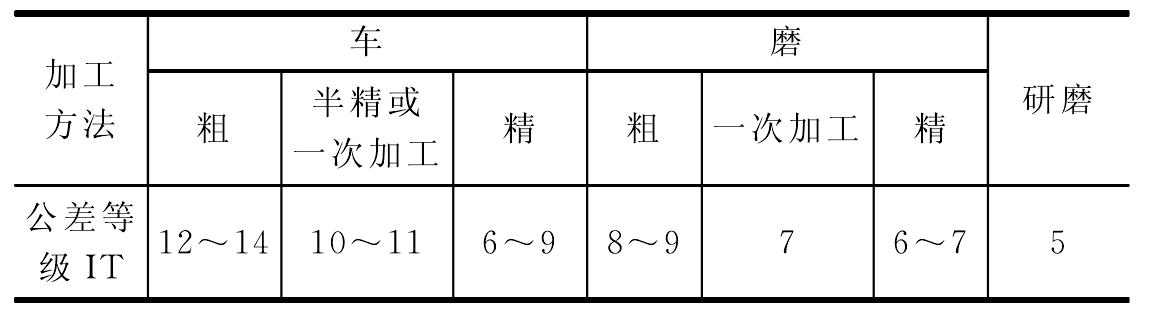
表7.3-1 外圆柱形表面加工的经济精度
注: 1. 公差等级IT的公差值查阅有关资料。
2. 表中公差等级适用于钢件,对铸铁和有色金属可提高一级。
表7.3-2 孔加工的经济精度
表7.3-3 平面加工的经济精度
(二) 切削加工能够达到 ...... (共458字) [阅读本文]>>
 上一篇
上一篇
20.jpg)
25.jpg)
111.jpg)
.jpg)
