二、激光热处理
分类:热处理工2080字
激光热处理包含多种工艺:激光淬火和退火,激光熔凝,激光熔覆和合金化,激光非晶化和微晶化,激光冲击硬化等。激光表面淬火具有下列优点:
(1)极快的加热速度(104~106℃/s)和冷却速度(106~108℃/s),工艺周期约0.1 s。
(2)仅对工件表面局部区域淬火,硬化层可精确控制,工件变形小,几乎无氧化脱碳。
(3)硬度比常规淬火高15%~20%。
(4)可实现自冷淬火。
(5)可实现横壁、槽底、小孔、盲孔、深孔淬火。
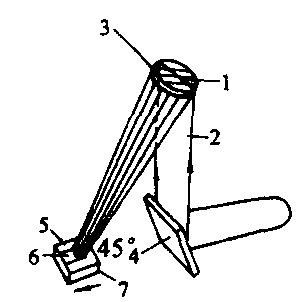
激光热处理采用专用设备,用CO2激光器输出大功率激光束,导光系统将激光束调整到合适的光斑大小并辐照到工件表面上。三种典型的光学系统如图4. 3-1所示。工件表面需经“黑化”处理,以使工件表面 ...... (共2080字) [阅读本文]>>
 上一篇
上一篇