第九节 镀层耐磨性及钎焊性能的测定
分类:电镀操作580字
一、耐磨性的测定
将400mm×60mm镀好的试样固定在安装台上,并与直径为50mm、宽12mm,黏有砂纸的摩擦轮接触(摩擦轮与试样间的接触压力为29.4N),以行程30mm、每分钟60次往返进行均匀摩擦,最后以磨损前后试样重量或镀层厚度差来确定磨损量。
电接插件镀层的耐磨性常用一定载荷下的插拔次数来表示。实验在插拔试验机上进行,载荷重量一般为0.049~0.196N。
二、镀层钎焊性能的测定
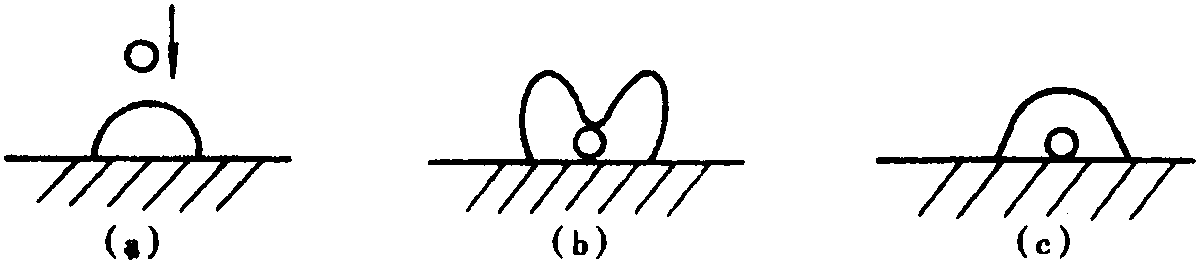
镀层钎焊性能是指在一定的测试条件下,镀层易于被熔融焊料所润湿的特性。其测定方法有槽焊法、球焊法和湿润称重法。
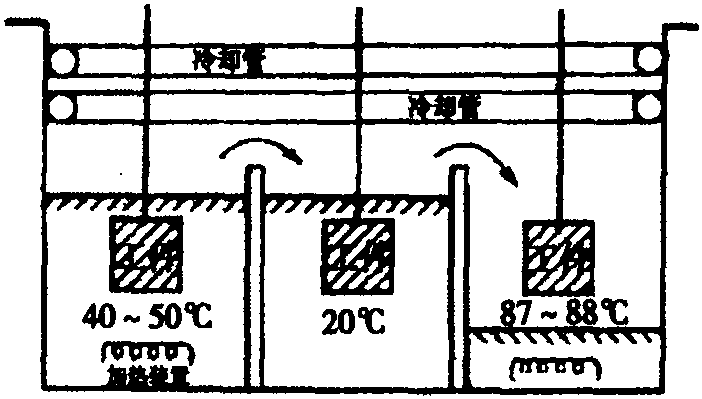
①槽焊法。将浸有标准助焊剂的试样浸到电热式焊料槽中(焊料温度为235±2℃),经3s后取出,观察试样 ...... (共580字) [阅读本文]>>
 上一篇
上一篇