第八节 镀层氢脆性测定
分类:电镀操作683字
金属材料在氢和应力的共同作用下产生的早期脆断现象叫氢脆。
酸洗和电镀等表面处理过程常常是造成金属基体渗氢的主要原因。
一、延迟破坏试验
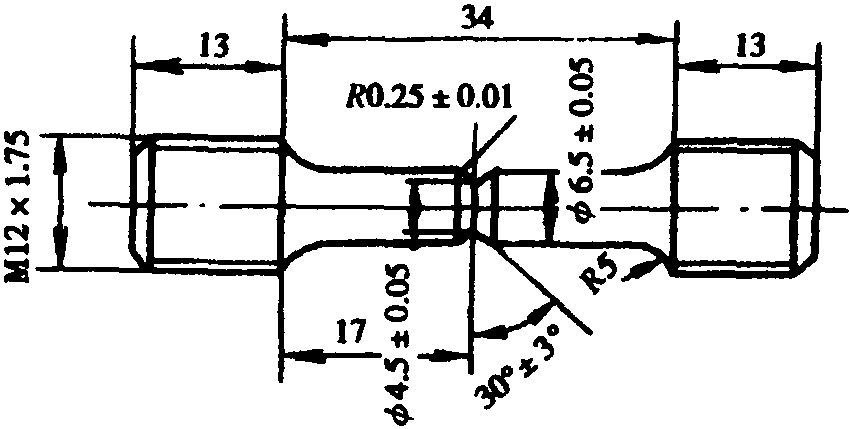
延迟破坏试验法适合于超高强度钢的氢脆试验,是一种灵敏而可靠的试验方法。试验时,将做成的3根缺口棒状试样放在3~5t的拉伸试验机上,进行延迟破坏试验,观察材料脆断的时间,如果3根平行试验的试样在规定的时间内都不脆断,即为合格。试样如图24-2所示。
图24-2 缺口拉伸试棒(HB5067—1985)
试样应先经退火后进行粗加工,然后热处理到试样要求的抗拉强度,再精加工到规定尺寸。试样在电镀前,应消除磨削应力。消除应力的时间和温度与被镀零件 ...... (共683字) [阅读本文]>>
 上一篇
上一篇